

|
| 起源の場所 | 中国 |
| ブランド名 | Sussman |
| 証明 | SGS,CE.ISO |
| モデル番号 | SS-BB |
サーボ供給装置は直立したフレーム機械を形作ることを11のkw冷間圧延します
機械技術データを形作る主要なロール
適した板材:厚さ1.5-2.0mm、電流を通された鋼鉄か空白の鋼鉄
働く速度:12-15メートル/分
ステップの形成:18の場所
ローラーの材料:Gcr15は、HRC58-62によってめっきされるChromeを癒やします
シャフトの材料:45#高度の鋼鉄(直径:76mm)、熱精錬
運転されたシステム:より長いシャフトが付いている鎖20Aの倍の運転される鎖1.5インチの
減力剤との主力:有名な11KW WHの中国語
切断:油圧切断Cr12mov
刃物の材料:Cr12Movは、HRC58-62を癒やします
油圧場所力:7.5KWウーシーWanshenの有名な中国のブランド
全機械は企業コンピューターPLCによって制御されます。
PLC--松下電器産業、日本英語および中国語
タッチ画面--松下電器産業日本
エンコーダー--Omron、日本
電気部品--シュナイダー
切断のホールダー:刃の3部分まっすぐな切断
主要なコンポーネント
|
いいえ。 |
項目名前 |
量 |
注目 |
|
1 |
手動非コイラー |
1セット |
3トン |
|
2 |
機械を水平にすること |
1set |
Wannanモーター |
|
3 |
切断装置 |
1セット |
エンジニアは定義します |
|
4 |
打つ装置 |
2セット |
油圧事前穿孔 |
|
5 |
機械を形作るロール |
1セット |
¢75mm |
|
6 |
カッター型 |
6単位 |
エンジニアは定義します |
|
7 |
油圧場所 |
1セット |
エンジニアは定義します |
|
7 |
プロダクト立場のテーブル |
5セット |
2 m*5 |
|
8 |
折られた機械 |
1セット |
¢75mm *4 |
|
9 |
道具箱 |
1箱 |
標準 |
|
10 |
本 |
1冊の本 |
マニュアル、ワイヤー図表を使用して下さい、 配置図を機械で造って下さい、 維持の本、 |
|
11 |
予備品 |
1セット |
|
ロールによって形作られるパレット棚の利点:
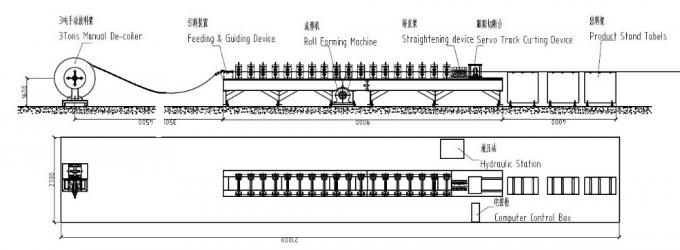
機械を形作るロールの作業の流れ
手動非コイラー-->leveling機械--転がしま機械–切断のdevice->Productの立場のテーブル--を形作ります
フォト ギャラリー
![]()
![]()
工程
![]()
私達をなぜ選びなさいか
![]()
私達にいつでも連絡しなさい


